蜂王浆粉末作为高价值营养制品,其生产过程的每一个环节都容不得半点马虎。但在实际生产中,不少企业都被一系列痛点困扰,既影响产能效率,又损耗珍贵原料,甚至拖累品牌口碑,成为制约发展的绊脚石。
最让企业头疼的,莫过于原料损耗与活性流失。蜂王浆粉末价格昂贵、活性成分敏感,传统灌装设备无专业恒温防潮设计,易受环境温湿度影响,导致粉末吸潮结块、活性降低,大量优质原料白白浪费,直接压缩利润空间。
灌装精度不足更是雪上加霜。人工灌装或普通设备灌装,误差较大,多装则浪费原料,少装则不符合标准,不仅增加返工成本,还可能因品质问题引发客户投诉,影响品牌信誉。同时,卫生合规难题也不容忽视,普通设备清洁死角多,残粉难以清理,易造成交叉污染,难以满足食品生产的严格质检要求。
此外,封口不严、漏粉漏气的问题也屡见不鲜,导致产品易变质、保质期缩短,售后成本居高不下;传统设备操作复杂,换型繁琐,面对小批量、多规格生产需求时,效率低下,难以适配灵活生产场景。
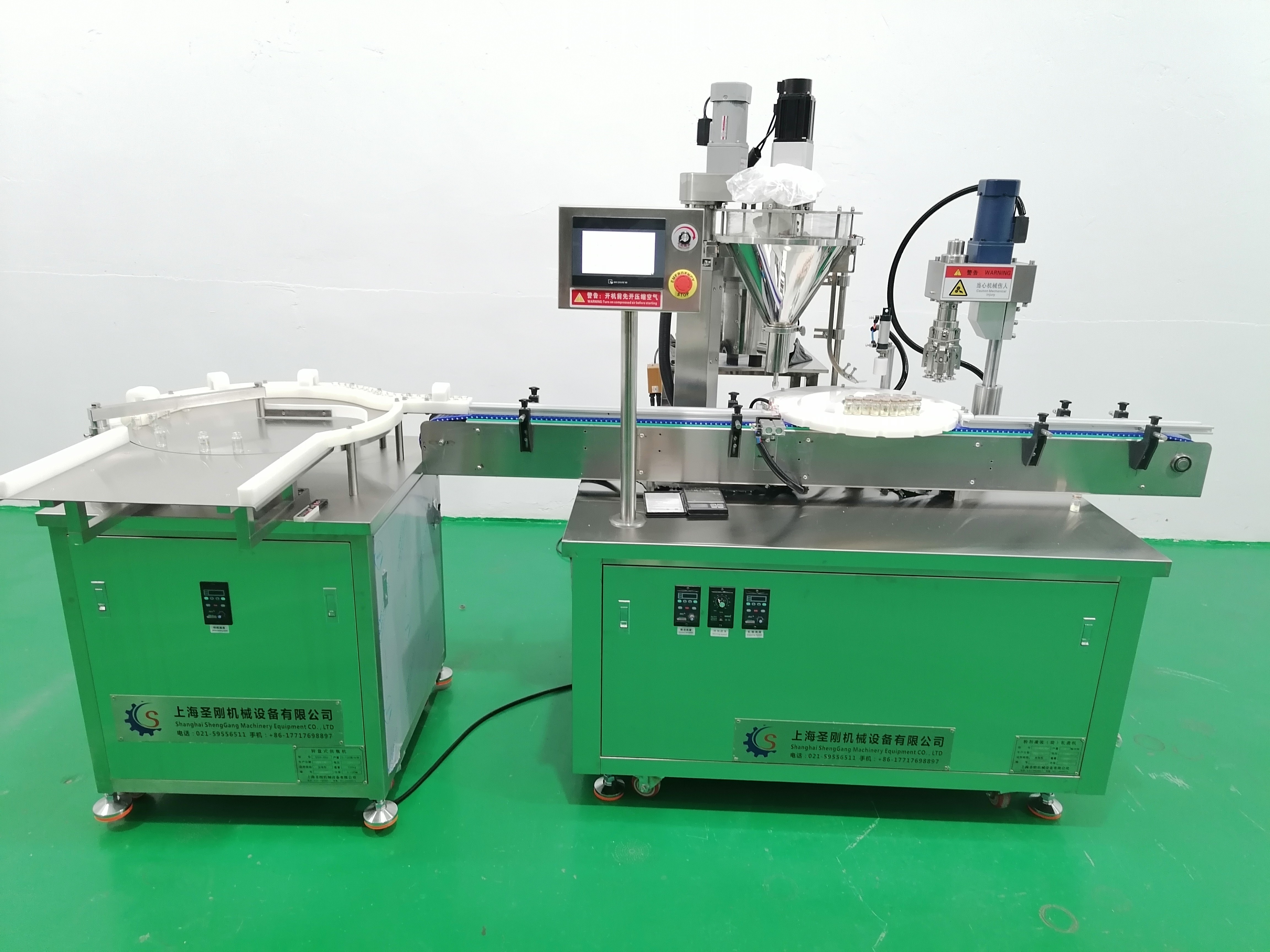
针对这些核心痛点,蜂王浆粉末灌装封口机应运而生。设备专为高价值粉体设计,全程恒温恒湿控制,有效锁住粉末活性,杜绝吸潮结块;伺服螺杆精准计量,误差控制在合理范围,减少原料损耗。
一体化灌装封口设计,全不锈钢材质,无清洁死角,符合GMP标准,轻松应对质检要求;自动清粉+牢固热封,杜绝漏粉漏气,保障产品品质。智能PLC控制,操作简单、换型便捷,大幅提升产能,助力企业摆脱低效损耗困境,守住品质与利润,实现高效合规生产。
 在线客服
在线客服